交易
-
活跃
-

芝麻信用
-
交易能力
交易额 - 高于0%同等级商家 -
买家数 - 高于0%同等级商家
-
活跃指数
0% 高于0%同等级商家
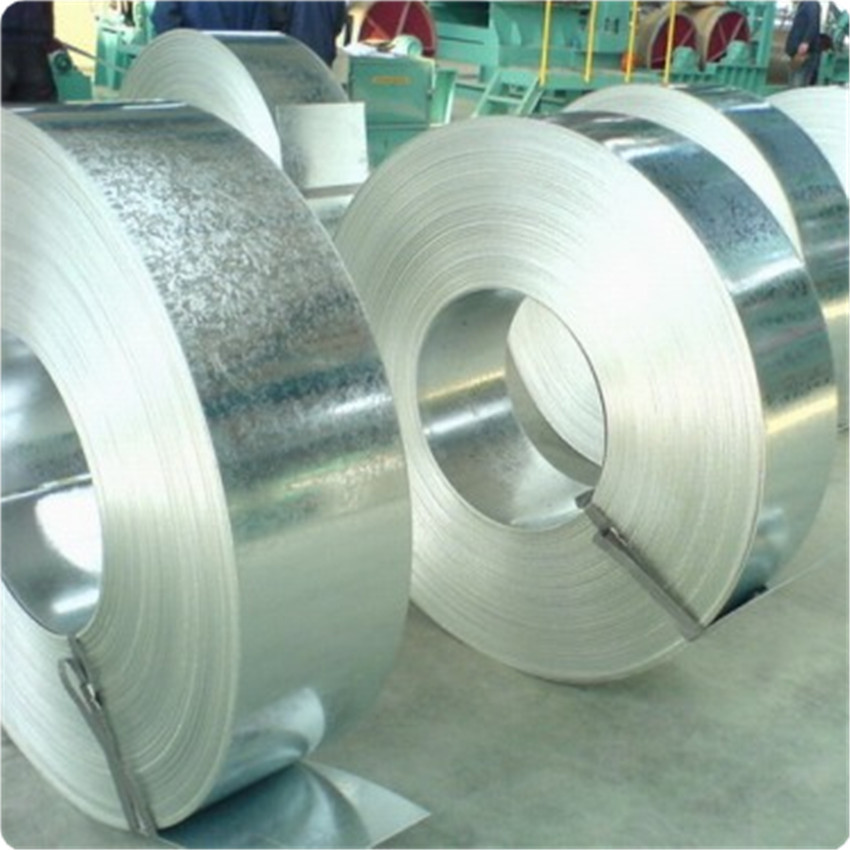
冷轧带钢 DC01 津西
批发零售DC01冷轧钢带 冷轧光亮退火带钢最新价格 天津库存钢带
含税价格
2.20
/千克
计重方式
过磅
质量等级
正品
质保书
无
仓库
天津启泰亨通库
规格
-
2.5*160*C2.20 元/千克1 千克起订32000 千克可售
-
3.5*204*C2.20 元/千克1 千克起订32000 千克可售
-
3.75*183*C2.20 元/千克1 千克起订32000 千克可售
-
2.75*232*C2.20 元/千克1 千克起订32000 千克可售
-
4.0*520*C2.20 元/千克1 千克起订32000 千克可售
-
4.0*720*C2.20 元/千克1 千克起订32000 千克可售
-
3.5*400*C2.20 元/千克1 千克起订32000 千克可售
-
5.0*720*C2.20 元/千克1 千克起订32000 千克可售
-
2.75*272*C2.20 元/千克1 千克起订32000 千克可售
-
3.25*232*C2.20 元/千克1 千克起订32000 千克可售
-
3.0*145*C2.20 元/千克1 千克起订32000 千克可售
-
3.25*145*C2.20 元/千克1 千克起订32000 千克可售
-
3.0*232*C2.20 元/千克1 千克起订32000 千克可售
支付方式
-
银行转账(柜台转账/网银转账)
通过银行网银或者银行柜台,转账到卖家网商银行账户
交易方式
-
担保交易
先款后货,买家支付后货款冻结,收货后货款打至卖家账户
-
即时到账
先款后货,买家支付后货款即时到达卖家账户,卖家再发货











冷轧带钢
本词条缺少信息栏,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!
冷轧带钢和薄板一般厚度为0.1~3mm,宽度为100~2000mm;均以热轧带钢或钢板为原料,在常温下经冷轧机轧制成材。冷轧带钢和薄板具有表面光洁、平整、尺寸精度高和机械性能好等优点,产品大多成卷,并且有很大一部分经加工成涂层钢板出厂。成卷冷轧薄板生产效率高,使用方便,有利于后续加工。因此应用广泛,已逐渐取代同样厚度的热叠轧薄板。只有少量的特殊用途的冷轧合金钢板采取单片轧制。冷轧带钢和薄板的产量在工业发达国家已占钢材总产量的30%左右。钢种除普通碳钢外,还有硅钢、不锈钢和合金结构钢等。
边浪:
当波浪长度不小于200mm时,对于公称宽度小于1500mm的钢板,波浪高度应小于波浪长度的1%,对于公称宽度不小于1500mm的钢板,波浪高度应小于波浪长度的1.5%。 当波浪长度小于200mm时,波浪高度应小于2mm。[1]
钢板和钢带的镰刀弯在任意2000mm长度上应不大于5mm,钢板的长度不大于2000mm时,镰刀弯应不大于钢板实际长度的0.25%。宽度小于600mm的纵切钢带的镰刀弯在任意2000mm长度上应不大于2mm。[1]
直角度
塔形
钢带应牢固地成卷,其一侧塔形高度不得超过如下规定。
公称厚度 塔形高度
<2.0mm 8mm
≥2.0mm 12mm
可供牌号、供货标准及用途
牌号 供货标准 供货尺寸 (宽度mm 厚度mm)
SPCC
Q195 GB/T912 20~450 0.3~3.5
Q235-B GB/T3274
用途
广泛用于工程机械、交通运输机械、建筑机械、起重机械、农用机械及轻工民用等行业的一般结构件与冲压件
执行的相应标准:GB/T709
牌号
C Si Mn P S Cu
SPCC 0.02~0.80 ≤0.10 0.15~0.30 ≤0.045 ≤0.050 ≤0.050
Q195 0.06~0.12 ≤0.30 0.25~0.50 ≤0.045 ≤0.050 ≤0.050
Q235-B 0.12~0.20 ≤0.30 0.30~0.70 ≤0.045 ≤0.050 ≤0.050
Mpa Mpa %
SPCC ≥195 315~430 ≥33
Q195 ≥195 315~430 ≥33
Q235-B ≥235 375~500 ≥25 20 ≥27
冷轧带钢优点:
① 能得到热轧方法很难得到的极薄带钢(薄达0.001mm);
② 能使产品具有很高且范围很广的力学性能及工艺性能;
③ 能保证获得高精度尺寸、厚度偏差小、沿带钢的宽度及长度方面的厚度均匀,板形良好、表面光洁的各种带钢;
④ 成本低、收效率高;
⑤ 轧制速度快,具有很高的生产率。
冷轧带钢工艺特点:
③ 采用张力轧制,保证了带钢的良好板形,控制了带钢厚度偏差,并减小轧制压力,有利于轧制薄规格产品。
④ 采用工艺冷却和润滑,便于控制轧辊与带钢的温度,减少轧辊与带钢间的摩擦并降低轧制压力,有利于板形控制并防止了带钢的粘辊。
历史
1553年法国人布律列尔(Brulier)制成一台轧机,轧制造币用的金板和银板。*早的冷轧机是二辊式,以后采用工作辊辊径较小而刚性较大的四辊轧机。为了轧制更薄和更硬的带钢,又发展出工作辊辊径更小而刚性更大的六辊、十二辊、二十辊和偏八辊(M.K.W.式)等轧机。单片轧制时没有张力,轧制的产品较厚(>1mm),速度较低(<2m/s),仅用于生产少量特殊用途的钢板。
机器设备全连续冷轧带钢轧机
70年代已发展出少量全连续冷轧机(图2),带钢卷在进入轧机前,前一卷尾与后一卷头焊接,利用活套贮存足够的带钢,保证在焊接时轧机仍继续轧制。由计算机控制轧制过程,在动态中即可改变规格。轧后由飞剪切断、分卷。全连续轧机轧制每卷带钢时无需穿带和甩尾,节省了换卷间隙时间。全连续轧机每台年产量达 200万吨。消除了钢卷头尾厚度超出公差的废品,提高了带材轧制精度和收得率。
冷轧带钢轧机现状
1980年世界上的辊身长度大于860mm的带钢冷轧机共有466台,其中可逆式四辊轧机161台,可逆式多辊轧机108台,连续式轧机197台。中国有宽带钢冷轧机9台,其中可逆式四辊轧机4台,可逆式二十辊轧机3台,偏八辊轧机1台,连续式轧机1台。图3为武汉钢铁公司1978年建成的冷连轧机。表2是这台轧机主要性能规格。
冷轧带钢工艺流程
根据原料和产品的品种、规格,稍有差异
工艺流程酸洗
当轧完的钢卷放置时,如果不经处理,很容易与空气形成氧化铁,因为空气是带有湿度的,时间一长就会产生锈。所以须用连续酸洗机组去除热轧带卷的表面氧化铁鳞。酸液过去用硫酸,现在多用盐酸。酸洗前先行焊接并卷,有的还经连续“黑退火”。酸洗后进行清洗、烘干和剪边、分卷。
冷轧
酸洗后的带坯在冷轧机上轧制到成品厚度,一般不经中间退火。五机架连轧机冷轧总压缩率一般为60~80%,主要轧制厚度0.3~3mm的汽车板、搪瓷板和镀锌板。六机架连轧机主要轧制厚度 0.15~0.5mm的镀锡薄板,冷轧总压缩率一般为70~90%。轧制中各机架(或道次)压下量分配根据轧机答应的压力、功率和速度,考虑到产量、质量等因素综合制定。
工艺润滑
起润滑和冷却作用。一般用冷却性能好的乳液,轧制薄或硬的金属时用润滑性能好的纯油润滑剂,例如轧制镀锡薄板或不锈钢用棕榈油等。
退火
目的在于消除冷轧加工硬化,使钢板再结晶软化,具有良好的塑性。退火方式有用罩式炉成卷退火和用连续炉退火。成卷退火分为紧卷退火和松卷退火;连续炉退火分为立式连续炉退火和卧式连续炉退火。炉内一般均通入保护气体。目前大多采用罩式炉退火,虽然处理周期长[2] ,但因炉子数量多,使用灵活,投资节省。连续炉退火产量大,其中卧式连续炉退火仅用于处理产量少的非凡钢,如硅钢的脱碳退火等。


圆钢材质:20Cr圆钢、40Cr圆钢、GCr15轴承钢、 60Si2Mn弹簧钢、Cr12MoV模具钢、T10A工具钢、Cr12、H13(4Cr5MoSiV1)、65Mn、45#、Q235B、Q345B、50Mn、20CrMnTi、38CrMoAl、35CrMo、42CrMo、30CrMnSi、40CrNiMo、5CrMnMo等;
方扁钢材质:45#冷拉方钢,45#热轧方钢,40Cr热轧方钢,40Cr冷拉方钢,q235b方钢,q345b方钢,60Si2Mn,65Mn,15crmo,12cr1mov,1cr5mo,P91,T91等。
钢板:15crmo,12cr1mov,1cr5mo,P91,T91等合金板,耐磨板等
工角槽H型钢主营材质:q235b,q345b,15crmo,12cr1mov,
常年现货供:炼油、热电、锅炉、化肥、机械制造等厂家及工程施工单位。公司实力雄厚重信誉,守诚诺。
常年销售:太钢、青浦、包钢、成钢、冶钢、莱钢、鞍钢、宝钢、衡钢、天津等知名厂家一级代理商。通过多年的努力,公司已成为国内较大规模的合金钢管、碳素钢管的销售基地,先后与全国各大电厂,锅炉厂,石油,化工,机械等企业相继建立了稳定的供货关系,公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的销售网络,具有一定的知名度。
本厂专业性强,技术力量雄厚,有丰富的生产经验,良好的信誉,深受广大用户信赖。
我们的经营方针是:以质量求生存,以产品求发展,以信誉保合作,以服务赢客户。

圆钢材质:20Cr圆钢、40Cr圆钢、GCr15轴承钢、 60Si2Mn弹簧钢、Cr12MoV模具钢、T10A工具钢、Cr12、H13(4Cr5MoSiV1)、65Mn、45#、Q235B、Q345B、50Mn、20CrMnTi、38CrMoAl、35CrMo、42CrMo、30CrMnSi、40CrNiMo、5CrMnMo等;
方扁钢材质:45#冷拉方钢,45#热轧方钢,40Cr热轧方钢,40Cr冷拉方钢,q235b方钢,q345b方钢,60Si2Mn,65Mn,15crmo,12cr1mov,1cr5mo,P91,T91等。
钢板:15crmo,12cr1mov,1cr5mo,P91,T91等合金板,耐磨板等
工角槽H型钢主营材质:q235b,q345b,15crmo,12cr1mov,
常年现货供:炼油、热电、锅炉、化肥、机械制造等厂家及工程施工单位。公司实力雄厚重信誉,守诚诺。
常年销售:太钢、青浦、包钢、成钢、冶钢、莱钢、鞍钢、宝钢、衡钢、天津等知名厂家一级代理商。通过多年的努力,公司已成为国内较大规模的合金钢管、碳素钢管的销售基地,先后与全国各大电厂,锅炉厂,石油,化工,机械等企业相继建立了稳定的供货关系,公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的销售网络,具有一定的知名度。
交易说明
担保交易
资金保障更安全,先款后货,买家支付后货款冻结,收货后货款打至卖家账户。
即时到账
先款后货,买家支付后货款即时到达卖家账户,卖家再发货。
重要提示
-
关于洽谈:
买家可以通过龙腾数科平台即时沟通工具“钢叮”与卖家咨询商品信息、交易信息等问题,如果达成购销需求请进一步协商付款截止时间、交易方式、物流等相关事宜。
-
关于订单:
买卖双方购销需求达成一致后,订单由买家创建并推送给卖家,买家请在约定的付款截止时间之前确认并付款,逾期系统将自动关闭订单。
-
关于付款:
龙腾数科平台使用浙江网商银行作为卖家收款账户行,买家自行选择支付方式(网银转账/柜台转账),付款到卖家的网商银行(联行号:323331000001)账户,网商银行对保证资金安全起到了至关重要的作用,也支撑了担保交易的使用。
-
关于物流:
龙腾数科平台提供物流小单快运服务,1吨起运、快速响应,更多特色物流服务敬请关注 56.wuage.com。
-
关于安全保障:
龙腾数科平台提供交易安全保障服务,如果订单自动打款时间即将结束时,买家仍未收到货,可以通过“订单锁定”暂停自动打款时间,保证买家在收到货物后再支付货款。 订单进行过程中,买家如遇到任何问题,客服人员会协助买家联系卖家协调处理,客服热线:4006007272。
正在加载数据...
暂时还没有人评价哦







