交易
-
活跃
-

芝麻信用
-
交易能力
交易额 - 高于0%同等级商家 -
买家数 - 高于0%同等级商家
-
活跃指数
0% 高于0%同等级商家
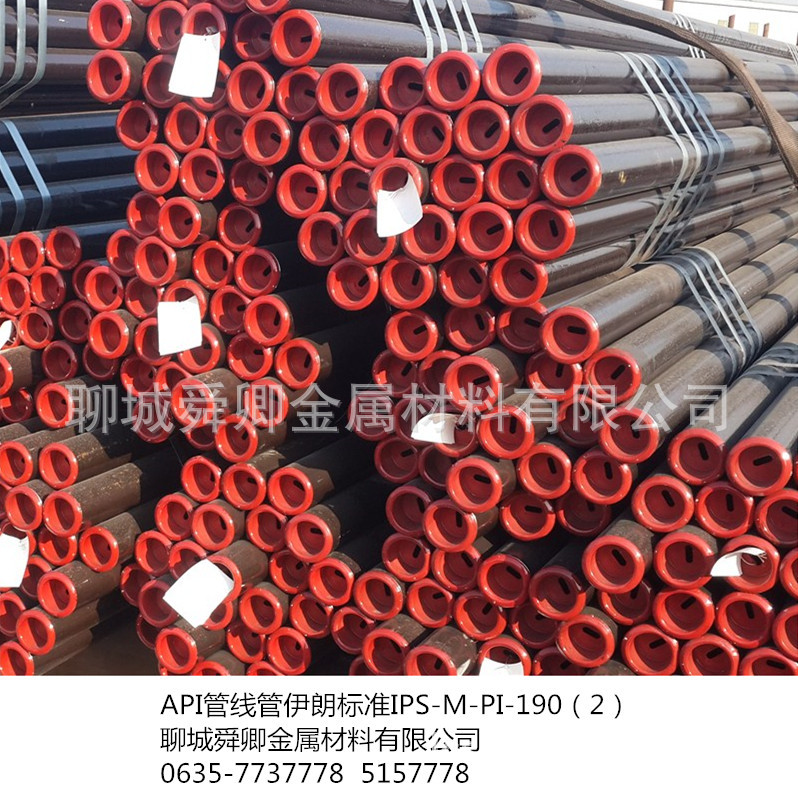
直缝焊管 X52 宝钢
天然气管道用管线管伊朗标准IPS-M-PI-190(2)API 5L PSL2 X52
含税价格
2,950.00
/吨
计重方式
过磅
质量等级
正品
质保书
无
仓库
舜卿
规格
-
3寸*3.0mm2950.00 元/吨1.000 吨起订5453.000 吨可售
-
4分*2mm2950.00 元/吨1.000 吨起订0.000 吨可售
支付方式
-
银行转账(柜台转账/网银转账)
通过银行网银或者银行柜台,转账到卖家网商银行账户
交易方式
-
担保交易
先款后货,买家支付后货款冻结,收货后货款打至卖家账户
-
即时到账
先款后货,买家支付后货款即时到达卖家账户,卖家再发货




产品介绍
- 产品特征
- 产品名称:石油天然气管线管
- 产品材质: X52
- 执行标准:IPS-M-PI-190(2)API 5L PSL2
- 生产工艺:高频焊
- 产品规格:规格齐全
- 用途:输送石油天然气及化工工业的钢质管线管

产品特写图









本技术规格书是在API 5L 42版(2000年1月)的基础上,为采购输送石油天然气及化工工业的钢质管线管提出的技术条件和一般要求,必须和该标准一起使用。
1.范围
1.1目的及涵盖范围
本条的第一段和第二段应更改如下:
本标准的目的在于为石油天然气工业用石油天然气管道提供适合的标准。
本标准规定涵盖无缝管,焊接管和平端管线管。
1.2产品标准规范(PSL)
在原合同基础上增加如下条款:
本标准的附加规定适用于PSL2,其他适用于PSL2并且没有更改的条款仍然适用。
1.3钢级
除了第三段,其他部分更改如下:
第二段更改如下:钢级涵盖B,X42,X46,X52,X56,X60,X65和X70。只能采用以上钢级,不允许使用中间钢级。
注:此处所指出的B级不包括有关的*小的屈服强度
1.6质量保证体系
制造商应遵循ISO9000或等价的要求,建立并保持一个质量保证体系。购买方的检测人员或代表有权在必要的时候对质量保证体系进行审核。
1.7遵循
尽管是对每批钢管取样检验,制造商应保证所有钢管都符合本标准的要求。
1.8冲突要求
如果文件之间出现冲突,优先级按以下顺序执行:
1)合同
2)本标准
2.引用
(省略)
3.16执行者
执行人员是指执行或部分执行设计,工程,过程,指示,委托活安排一个项目或操控一个设备的。公司(业主)可以承担或部分承担执行者的职能。
3.17检测人员
检测人员是代表购方或公司(业主),受其委托在产品生产过程中或生产完成后检测产品的生产,生产记录,观察生产过程,监控质量控制和本标准,合同规定的其它要求。
3.18*小运行温度
(省略)
3.19缩写
(省略)
4.买方应提供信息
4.4买方在现阶段应该提供给卖方的其它信息
1)**设计温度(见6.2.6条款和附录F,SR5.1)
2)不同种类的钢管(陆地和海底)对长度的不同要求(7.5条款)
3)在模拟热处理条件下的实验要求(9.3.1.1条款)
4)用彩条或标记来区分不同管厂和壁厚的要求
5)坡口保护的要求
6)对预生产焊接过程评定的要求
7)对夏比试验的高吸收功要求
8)DWTT试验要求
9)购方检验及范围
10)管线管在酸性条件下的适应性
5.生产过程及原料
5.1生产工艺
5.1.3.11螺旋埋弧焊钢管(SPW钢管)
可以接受,必须满足本标准的要求
5.1.4.6对接管不允许交货
5.2冷扩径
SPW钢管不允许冷扩径
5.3原料
只可以使用碱性转炉或电炉炼钢工艺,同时应为全镇静钢并且为细晶粒钢(晶粒度按照ASTM E-112要求的,或ASTM E7要求的或更细)
5.4热处理
5.5丁字头管不允许交货
5.7焊接前钢带边缘的准备
对要焊接的卷板边缘10mm或1.5倍壁厚进行机械加工,壁厚越厚,钢板或钢带边沿要加工掉或剪掉的就越多,用于焊接的钢带边沿对齐,应采取足够的措施确保焊接过程中焊偏量,焊缝间隙控制在应确保符合试验程序,焊接前,所有焊接的表面应无油,铁锈及其他杂质。焊缝的宽度和剖面应一致,与表面平滑过渡。成型工艺必须确保使噘嘴*小,应符合本标准的7.8.14。
5.8生产程序资格
生产程序应按本标准第14部分记录和取得资格,购方应见证取得资格的试验。购方可以自行决定接受试验结果或提前鉴别试验。当工艺规范改变后,购方有权要求重新资格验证。
6.原料要求
6.1化学性能
6.1.2成分分析
6.1.3碳当量(仅对PSL2)
6.2力学性能
6.2.1拉伸性能
管体屈强比不得超过0.90
6.2.2压扁试验接受标准
用于电阻焊
6.2.6断裂韧性试验
所以类型的钢管夏比冲击试验按照附录F SR 5进行,对于钢级高于X52,管径大于400mm的钢管,DWTT试验应遵照附录F SR6
6.2.7金相检验
对于HFW和SAW,应对所有壁厚的钢管,分别在
6.2.8硬度试验
硬度试验应按照本标准的15.5部分进行,非酸性条件下使用的钢管,其焊缝,热影响区,母材的硬度均不可大于280 HV10,对于酸性条件下,不得大于248 HV10。
6.2.9样品准备
试验样品应采用机械加工,如果采用热切的方法从钢管上取样,也应该把加热影响的部分从试样中切除。
7.尺寸,重量,长度,缺陷和管端
端。
9.试验及检验
9.1试验设备
本条款增加以下内容
用于实验检验的设备,必须分辨率和精准性至少精细于被测量参数公差范围5倍,同样,用于校验设备的仪器其分辨率和精准性至少高于被校验仪器的5倍。
只有先前经过校验合格并处于有效期内的测量仪器才能用于试验和检验。
9.2化学性能的检验
9.2.2产品分析
9.2.2.2取样方法
本条款增加以下内容
如果从成品管上取样,按照API 5L标明的方法取样,在这种情况下,成品管可以理解成已经成型并焊接(如果可行的话),未加工成成品之前的钢管(见6.2.9)。
9.3力学性能的检验
9.3.1.1拉伸试验试样
从已经完成所有机械性能试验和热处理操作的钢管上取样。
试验过程按照ASTM A370的方法进行,(API-5L 9.8.2.1条款),拉伸试验取样方轴
9.3.1.2拉伸试验的频次
每炉批取两根,如果一炉批小于100t只取1根进行试验
9.3.1.4横向拉伸试验
使用扁的矩形试样(见图4-E)
9.3.1.5焊缝拉伸试验
在原有上增加以下内容,同时删除第二段:焊缝拉伸试样必须与母材的拉伸试样取自同一关段,试验前将焊缝余高去掉。
9.3.5断裂韧性试验
9.3.5.1夏比冲击试验
现有条款删除并替代如下:
冲击试验应采用有或没有刻槽的试样10×10或者10×7.5或者10×5。(见图F-2)
对于管径大于DN250,冲击试样应在钢管轴的横向取得,除非受壁厚限制不能取得10×5的试样,才可以在纵向取得。
对于焊缝中心线和热影响区的冲击试验,只能取横向试样。
9.3.5.2夏比冲击试验的频次
对于所有钢管,V形夏比冲击试验应在每个进行拉伸试验的管环上进行,按照SR5,附录F进行。
9.3.5.2 DWTT试验取样及频次
对于管径等于或大于DN400的天然气输送管,每炉批区一根钢管,按照SR6,附录F进行。
9.4水压试验
9.4.1水压试验要求
每根钢管都应满足要求,无渗漏,应至少符合9.4.3。如有冷扩径,水压试验应在冷扩径后。时间不少于10s。
如有要求,*后一批钢管可以使用API附录K中的公式
9.6外观检验
每根钢管的管体和焊缝都应检验,以确定内外是否有缺陷。对于外径大于DN600的钢管,检验人员应钻进管子进行检验,必要时可采取照明措施。
9.7无损检验
9.7.1购方检验
应符合API标准附录H的要求
9.7.2检验方法
原有部分由如下替代:
所有无损检测人员都应是取得ISO 9712或等价资格的。
超声波检验时,至少有一名持2级证书检验人员对检验活动进行全面监督。要求每一班必须有一名持2级证书的检验人员,对焊缝手动检查与校验,实施监督管理。(手动和自动系统)
其他无损检验方法必须有一名持1级证书的人员进行检验,并有一名持2级证书的检验人员进行全面监督管理检验方法。
所有的无损检验必须按照书面的检验工艺进行。这些检验工艺必须事先得到业主的认可。
必须在热处理和扩径后,对于焊管,水压后和破口\\定径前对钢管全焊缝进行NDT检验(*终检验)。
9.7.2.1必须按照9.7.4.1章节到9.7.4.4章节的要求,对埋弧焊接钢管的全焊缝进行横向和纵向缺陷的超声波检验。并对埋弧焊钢管端部至少230mm长的焊缝,按9.7.3.1至9.7.3.12的规定进行X-射线检查。
9.7.2.2高频焊管应用超声波按照9.14到9.17检查整个管体全长的纵向缺陷。
9.7.2.6每根无缝管管体表面至少25%的面积应使用螺旋型模版对管体进行超声波检测。管体及无缝管管端超声波厚度试验应使用螺旋型或直型模版对管体至少10%以上的面积进行实验。对于无缝管的管体内、外的表面缺陷(包括横向、纵向及其他缺陷)应100%采用超声波检测法对其进行检测。
EMT名义上要求壁厚小于6毫米。
9.1.3分层检验
每一张钢板或每一卷钢带必须采用震荡扫描模式对分层缺陷进行超声波检验。采用此种技术进行扫描的覆盖范围至少为12.5%。也可以用下列方法来替代,扫描采用沿直线均匀分布的方式进行,覆盖范围至少为板宽的25%。高频焊管卷板检验可以在纵向焊缝焊接后用旋转超声波设备检测管体.在这种情况下,覆盖范围将是100%。
另外,钢板或钢带纵向边沿必须进行100%的超声波检验,踞钢板边沿或钢带边沿至少为25mm的区域需要覆盖。可以在钢管成型前或后进行检验。
对于高频焊管,如全管体旋转超声波检测,则带钢边沿检测不要求.
9.1.4 管端
管端坡口加工完成后,对管端环面的是否有分层必须从内侧进行超声波探伤检查(此检验范围必须包含整个坡口)。或者在倒棱前,从外部对钢管进行幅宽至少为25毫米的超声波探伤,包括有整个倒棱加工部分。
如果在倒棱前无法从外部未进行超声波探伤,并且由于尺寸限制不能从内侧探伤的,可根据9.7.5.1至9.7.5.3的规定进行渗透检验和磁粉检验坡口面。任何肉眼可见的缺陷都不允许出现。
9.7.3射线检验
9.7.3.1拍片检验设备
拍片检验应采用细晶粒型的胶片(GEVAERT D7型或相等型号)和铅增感屏方式X-射线设备进行检验。
对射线底片的认可,焊缝所采用的技术必须使灵敏度达到优于2%的效果,焊缝的相对胶片密度达到2.0—3.5。
制造商应保留拍片记录或在工厂的计算机系统上进行记录,记录上应载明对每根受检钢管的底片和拍片位置。
9.7.3.4无损检测相关标准
透度计的电线类型应参照ISO 1027的要求,透度计电线直径应为焊接金属厚度的2%。
9.7.3.10射线检验过程中观察到的缺陷
以下内容应加入现有条款中:
除表格19及表格20中图7和图8所显示的接受范围外,若超出以下范围则视为不合格。
1)在任何一个645平方毫米未透照焊缝区域内,焊缝上整个气孔面积显像大于或等于6.5平方毫米(或三个1.5mm的直径)。
2)在150mm焊缝内,任一夹渣3mm长或整个累计长度超过6.3mm。
夹渣宽度1.6mm。
9.7.4超声波和电磁检验
9.7.4.1设备
9.7.4.1a超声波设备
自动超声波设备应包括:
(1) 耦合有效性的监控设备
当偶合灵敏度(回波信号高度)降低到超过静态校准10dB范围以下时,用于监控耦合的零度压缩波探头或用于检测无缝或高频焊钢管焊缝的信号传输系统,存在耦合不良现象。
当信号降低超过电子噪音加10dB以上时,用于检测埋弧焊钢管焊缝的信号传输系统,存在耦合不良现象。
在发生耦合不良时,应有清楚的声音警报系统和自动喷漆启动系统。
(2) 自动喷漆设备或类似的系统,当接收到的回波超过现有的接受标准时,自动喷漆设备或类似的系统应启动。在没有任何超声波操作人员的参与下,报警系统能够起作用,并在发现的缺陷前后25mm内进行喷漆。在发现缺陷后,适合于再次进入检测状态,报警系统的重新设置启动时间应小于在扫描方向上行进25mm所需的时间。
(3) 用于调整其与所有焊接钢管的焊缝中心线相对应一致探头位置的焊缝自动跟踪系统。
探头剪切波入射角按以下所列设置:
无缝管: 45度(40--48度)
高频焊管: 45度(40--48度)
埋弧焊钢管的纵向缺陷的探测:50—70度
埋弧焊钢管的横向缺陷的探测:45度(40--48度,在焊缝上)
50—70度(X或K型发射)
分层的探伤可以在脉冲回波或发射模式下进行;壁厚仅仅在脉冲回波模式下进行。用于壁厚检查和分层检查的探头应满足以下要求:
双晶探头:焦距应为壁厚的50%。
脉冲回波模式下的单晶探头:靠近表面分辨率,应优于壁厚的25%,在基准对比灵敏度级别上测量。
转换器的设置应使声音的强度,在钢管管壁的任何一点上的纵向和圆周方向上衰减不超过3dB,有关声音的*大强度应在静态条件下进行校验。
设备应至少每4小时(并在每一批的开始和结束)用第三部分描述的参考标准(试块)进行检查,以确定检验程序的有效性和设备的正常运转。
当超过3dB的偏差出现后,前面所有检验过的钢管必须重新进行检验。超探设备的适当功能和线性电子设备应至少六个月检查一次,或设备改换时要检查一次。
从每一根钢管进行检验开始,应在无操作员的干涉下作到自动“在线”记录。对于每一根钢管的记录,应包含钢管的管号,检验的时间和结果,包括复验。
如果钢管的管端部分不能被自动超声波系统所覆盖(盲区),应采用以批准的符合上述要求的手动超声波检验的程序应经过批准来进行手动超声波检验。
整个无缝钢管管端圆周或旋转检验过高频焊管管端应对未检验区域加25毫米手动进行检验。
9.7.4.1.b电磁设备
如果业主允许,可以采用电磁如涡流或磁粉检验无缝管。EMT应根据ASTM E570的要求进行,测试应使用自动装备对钢管整个表面进行检测。若成品管一部分无法用自动EMT系统进行检测,可根据以上要求使用手动超声波检验。管端整个部分未经自动检验的区域外及与自动检测重叠的25mm处都应使用手动超声波进行检测。
9.7.4.2无损检验的标准对比标样
对比标样(校验)应同被检验的产品的壁厚外径相同,长度足以在正常的生产速度下进行超声波设备的校验。对比标样应具有与被检验的产品相同的材质相同的热处理状态和表面状态。对比标样应没有非连续性的或其他条件形成的,可能造成影响对比发射的因素存在。对比标样应包含N5或N10槽,或如图9所示的径向孔(3.2mm),和/或平底孔。
如果制造商能够证明其选用的对比标样的灵敏度至少能够达到本标准的要求,制造商可以选用上述未指定的其他类型的对比标样;在此情况下,制造商应得到业主的批准。
基准对比灵敏度级别应在下列的对比反射体上进行调整:
检验类型 钢管类型
SMLS SAW HFW
分层的检验 FBH6.3mm FBH6.3mm FBH6.3mm
表面缺陷 Notch N5
管体和管端的缺陷 Notch N5
焊缝缺陷 RDH 3.2mm N10槽
卷板缺陷和轴向缺陷 N5槽
除RDH 3.2mm外的所有对比标样,接受的信号极限应等于基准对比灵敏度的级别,例如接受的信号极限等于由对比标样所产生的信号高度。对于RDH 3.2mm的对比标样,接受的信号限量应为低于基准对比灵敏度级别10dB。
所有灵敏度的调整应在动态条件下进行。
用于检测分层的平底钻孔应钻到壁厚中间位置。
9.7.4.3验收标准
对于所有类型缺陷的检验,超过验收标准的缺陷信号均为不可接受的缺陷波。
对于卷板和管端的分层探伤,验收标准应取决于分层的的大小和频次,并根据下列所示的SEL-072的标准进行分类:
位置 SEL-072分层验收标准
钢板/钢卷板体 表1,3级
钢板/钢卷板边 表2,1级
无缝管 表1 3级
9.7.6缺陷的处理
在现有条款上增加如下段落:
e.凡是NDT检查发现有缺陷的位置,并经修磨处理后,需再次采用相同的方法和磁粉复检。
f.在*后任意一天的检测中,若发现超过10%以上的钢管无法满足先前部分或所有的要求,则宜停止生产并对缺陷原因进行整改。
10、标志
10.1总则
应在原有条款中加入以下条款:
对于DN 100(NPS 4)及以上钢管,根据规范要求应使用模版标记,应使用高度20毫米的白色粗体大写字母。小口径管标记字体可小于10毫米。
应标记检测压力、钢管尺寸(包括直径、壁厚和长度)、重量,各种标记应以国际单位制标注。
10.3.10补充要求
“IPS-M-PI-190非酸性环境服务”及“IPS-M-PI-190酸性环境服务”中的相关要求应加入模版中。
10.5 长度
以下修改项应符合本条款
10.7字模压印
不允许字模压印
10.11工厂编号
每根钢管上应单独标记工厂编号
11.防腐及保护
11.1涂层
供应的钢管应为光管、无油性保护涂层的或用于辨别标记涂有清漆的钢管。
业主保留使用有色标记标注工厂编号及壁厚的权利。
12.文件
12.1证书
删除现有内容,用以下内容代替:
制造商应向业主提供相关证书,包括附件F的要求及SR15。
12.3记录提供
制造商应向业主提供购买合同中的说明的生产情况,钢管标识号,炉批,尺寸,钢管重量,单根长度,合同号,证书批准类型等相关文件及业主的其他要求的其他文件。
新增部分
以下部分应加入API 5L 2000版中。
14.制造工序及焊接工序
14.1制造工序规范
制造商应准备制造工序规范,并提前于正式开产前两周将其递交购方批准。该生产工序规范应至少包含以下内容:
钢板供应方
钢板制造方
钢板制造及铸造技术;钢管在酸性条件下,应说明以下几点:
a)钢板制造过程详情。包括脱氧、脱硫实验、外形控制方法及真空排气运用。
b)铸造过程详情。如:锭铁、连续铸造,包括铸造速度、中间罐过热、离析控制等。
c)钢板及钢带制造详情。包括加热温度、钢卷开始及结束起卷的温度及缩减量比例。
d)热处理详情。
化学成分详情应包括:
a)化学指标
b)允许加入其他元素范围
c)其他元素*大值规定(见6.1.1)
无缝管
*钢管成型过程
*钢管热处理过程
*水压过程
*无损检测过程
HFW管
冷却、热处理及其他特定方法详情。包括钢带焊接前的边缘准备、边缘对准控制及钢管形状控制方法等。
——钢板边缘的加热方法及钢管表面温度及钢管速度功率导入的控制与管理方法。
——焊接功率供应频率(以KHz为单位)
——焊接过程中任何保护性气氛详情
——完成、控制钢管边缘锻压方法
——焊道调整方法
水压试验工序
中硬度值不得超过248VH10。
附录B
缺陷的补焊(标准的附录)
B.1钢管种类
B.1.1无缝钢管和焊接钢管母材
无缝钢管和焊接钢管母材上的缺陷不允许补焊。
B.1.2焊接钢管焊缝
删除标准原有内容,用以下内容替换:
对HFW钢管焊缝的缺陷不允许补焊。
对SAW钢管的管端200mm以内的焊缝缺陷不允许补焊。
在补焊前,应对用无损检测方法发现的缺陷进行确认;必要时,补充采用超声波或拍片检验方法对缺陷的性质进行确认。补焊后仍出现裂纹则不允许再次补焊。
在焊缝同一位置的补焊次数不得超过3次,补焊长度不得超过单根钢管总焊缝长度的5%。
补焊不允许在冷扩径和水压测试之后进行。
B.3.4补焊采用合格的工艺,并按照附录C的要求执行。
补焊的区域不得进行X光检验(RT),手动超声波检验(UT)和磁粉检验(MT)等无损检验。
SR 6落锤撕裂试验
公称外径不小于400mm,钢级不小于X52的焊管进行落锤撕裂试验。
SR 6.1对于公称外径不小于400mm的钢管要求做落锤撕裂试验。
SR 6.2每炉一根钢管,取两个横向试样进行落锤撕裂试验。
按图F.3.所示位置取样,并在**设计温度下执行。
每10个炉批钢中,至少有一个炉作出完整的转换曲线。
SR 6.4所有试样所允许的端口**剪切面积不得低于75%。
SR 15管线钢管质量证明书和追溯性
SR 15.1以下内容添加于此条款第1段:
制造厂质量证明书应标明钢管在酸性或非酸性条件下满足本IPS-M-PI-190标准要求。
附录H
购方检验(标准的附录)
H.5采购方应明确其是否监管制造方生产、质量控制和检验的范围和程度。
在检验区,钢管上部和管端应有足够的荧光灯光线。应有旋转钢管以便检验的设备。制造方应提供给采购方超声波设备或其他适用的设备,用以检查钢管缺陷打磨后的剩余壁厚。
如果因某一重发性问题导致业主不得不对钢管重复拒收,由此可以做为业主拒绝其他进一步检验进行的原因,直到原因被查明。
附录N
抗氢腐蚀试验(HIC试验)
(仅适用于酸性条件)
N.1 HIC试验
HIC试验应按照NACE TM 0284-96进行并出具报告。使用“A”溶液试验。裂纹长度比率(CLR),裂纹厚度比率(CTR)和裂纹敏感比率(CSR)应出具报告,在报告中提供样本照片,显示气泡的资料或物理略图。
N.2 HIC试验样本
HIC试验样本应按照NACE TM 0284-96标准制作。
在生产开始前3个炉批内的每根钢管都应进行试验,随后每10个炉批中取一根钢管进行试验。
N.3可接受标准
可接受标准应达到以下要求:
CLR 15% *大
CSR 1.5% *大
CTR 5% *大
任何部分的*大单个裂纹长度不应超过5mm。
气泡的面积不应超过两个焊面裸露面积的1%。
任一样本未达到以上可接受标准,则该样本所属炉批的钢材应被拒绝使用。
附录O
应力高腐蚀开裂试验(SSCC试验)(标准的附录)
(仅适用于酸性条件)
O.1SSCC试验
SSCC试验应按照NACE TM 0177-96标准A溶液进行,弯曲试验试块执行ASTM G-39标准,且试验持续时间应为720小时。
试块应达到的*小屈服强度标准为0.72。
O.2SSCC试验样本
每个样本上应取一块试块用于提供制造程序证明,每块样本应截取下三块试块。每十个炉批应该取一个样本,对于焊管,在样本中央应包含一段焊缝。样本应从钢管内表面预先展开在机械实验块
O.3可接受标准
样本上明显的裂纹在贯穿厚度指示的100倍放大下不应超过0.1mm。
联系方式
销售/咨询热线:
0635-7737778
0635-5157778
0635-2180333
18365906668
13176150005







配套产品
各种规格法兰
各种规格弯头


采购流程

合作案例

合作伙伴

厂家资质、质量更放心

购买须知
【付款方式】:
名称:聊城舜卿金属材料有限公司
开户行:中国建设银行聊城分行鲁西商厦分理处
账号:37001859258050147352
① 款到发货;(外地省份需款到发货,京、津地可支票,此方式适用于现货产品)
② 预付定金30%,我方提供给客户实际产品数量后付余款发货;(此方式适用于定制产品)【发票制度说明】:
① 请将您单位的开票信息(公司名称、帐/税号及地址)、有效的邮寄地址、收件人电话和手机号码提供给销售人员,发票将由我公司以快递方式送达;
② 我公司提供的发票默认为17%增值税发票,此发票可用作单位报税抵扣使用;
③ 发票金额为商品的金额,不包含物流及其它费用(另有协商除外)【质量保障】:
我公司所售产品均为正品货物,货物均附有产品质量证书,我们视产品质量为企业的生命,绝不以低价低等级来欺骗客户。我公司承诺:如货物不符合所签合同标准及货物材料,我们将全部退还货款,并包赔相应经济损失!
【物流保障】:
通常默认为汽运发货,可发到客户指定地点;每一单货物与物流公司签订运输合同(视情况购买货物损坏或丢失保险、航空及船运必须购买),指定专人随时跟踪物流情况,以确保您所购货物及时保质保量的送达地点。
山东及周边专线物流(整车当日发货可当日或次日到货,出口货物送港口需要进港通知单或关单)
东北地区专线物流(整车隔天到货;配货物流4~5天)
西部地区(整车三天到货;配货物流通4~5天,新疆地区延长)
南部地区(华东地区整车隔天到货;两广及西南地区4~5天,配货需延长)
交易说明
担保交易
资金保障更安全,先款后货,买家支付后货款冻结,收货后货款打至卖家账户。
即时到账
先款后货,买家支付后货款即时到达卖家账户,卖家再发货。
重要提示
-
关于洽谈:
买家可以通过龙腾数科平台即时沟通工具“钢叮”与卖家咨询商品信息、交易信息等问题,如果达成购销需求请进一步协商付款截止时间、交易方式、物流等相关事宜。
-
关于订单:
买卖双方购销需求达成一致后,订单由买家创建并推送给卖家,买家请在约定的付款截止时间之前确认并付款,逾期系统将自动关闭订单。
-
关于付款:
龙腾数科平台使用浙江网商银行作为卖家收款账户行,买家自行选择支付方式(网银转账/柜台转账),付款到卖家的网商银行(联行号:323331000001)账户,网商银行对保证资金安全起到了至关重要的作用,也支撑了担保交易的使用。
-
关于物流:
龙腾数科平台提供物流小单快运服务,1吨起运、快速响应,更多特色物流服务敬请关注 56.wuage.com。
-
关于安全保障:
龙腾数科平台提供交易安全保障服务,如果订单自动打款时间即将结束时,买家仍未收到货,可以通过“订单锁定”暂停自动打款时间,保证买家在收到货物后再支付货款。 订单进行过程中,买家如遇到任何问题,客服人员会协助买家联系卖家协调处理,客服热线:4006007272。
正在加载数据...
暂时还没有人评价哦







