交易
-
活跃
-

芝麻信用
-
交易能力
交易额 - 高于0%同等级商家 -
买家数 - 高于0%同等级商家
-
活跃指数
0% 高于0%同等级商家
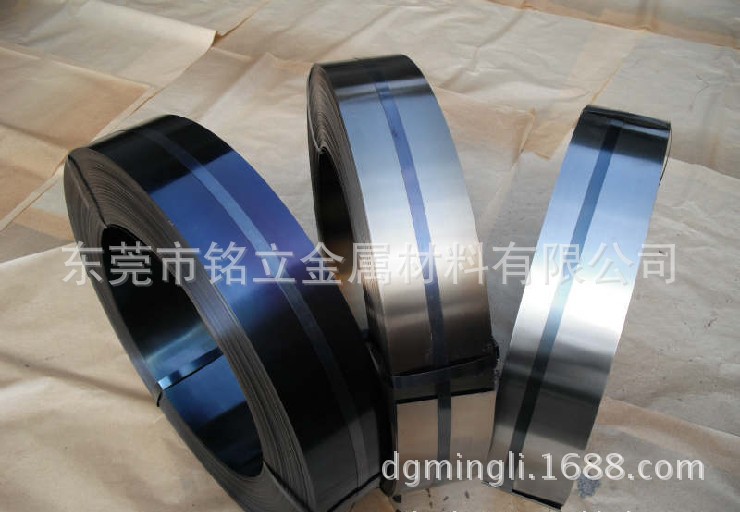
弹簧钢 ck67 德国蒂森克虏伯
供应德国进口优质CK67弹簧钢带高弹性弹簧钢卷全硬弹簧钢片规格全
含税价格
18.00
/千克
计重方式
过磅
质量等级
正品
质保书
无
仓库
广东东莞
规格
-
(0.05~3.0)*33018.00 元/千克1 千克起订100 千克可售
支付方式
-
银行转账(柜台转账/网银转账)
通过银行网银或者银行柜台,转账到卖家网商银行账户
交易方式
-
担保交易
先款后货,买家支付后货款冻结,收货后货款打至卖家账户
-
即时到账
先款后货,买家支付后货款即时到达卖家账户,卖家再发货





产品介绍
|
CK67弹簧钢介绍
特性及适用范围: CK67弹簧钢,锰提高淬透性,CK67弹簧钢油中可以淬透,表面脱碳倾向比硅钢小,经热处理后的综合力学性能优于碳钢,但有过热敏感性和回火脆性。用作小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制作弹簧环、气门簧、离合器簧片、刹车弹簧及冷拔钢丝冷卷螺旋弹簧。 CK67强度.硬度.弹性和淬透性均比65MN弹簧钢高,具有过热敏感性和回火脆性倾向,水淬有形成裂纹倾向。退火态可切削性尚可,冷变形塑性低,焊接性差。受中等载荷的板弹簧,直径达7-20mm的螺旋弹簧及弹簧垫圈.弹簧环。高耐磨性零件,如磨床主轴.弹簧卡头.精密机床丝杆.切刀.螺旋辊子轴承上的套环.铁道钢轨等
碳 C: 0.63-0.68 硅 Si:0.10-0.30 锰 Mn:0.50-0.80 硫 S :≤0.035 磷 P :≤0.035 铬 Cr:允许残余含量≤0.15、≤0.10(制造铅浴淬火钢丝时) 铝 Al : 允许残余含量≤0.01 钼 Mo: 允许残余含量≤0.05 镍 Ni:允许残余含量≤0.20、≤0.12(制造铅浴淬火钢丝时) 铜 Cu:允许残余含量≤0.25、≤0.20(制造铅浴淬火钢丝时) 注:允许残余含量Cr+Ni+Cu≤0.40(制造铅浴淬火钢丝时)
●力学性能: 抗拉强度:≥980MPa, 屈服强度: ≥785MPa 伸长率: ≥10; 断面收缩率: ≥35 硬度:热轧状态≤285HB
●热处理规范及金相组织: 热处理规范:试样淬火780~820℃,水冷。
CK67密度 CK67密度 ρ=7.85克/立方厘米,该钢可以冷轧成钢板、钢带和钢丝,制作弹簧。CK67也可以制作成如钳工的凿子、划针等工具。CK67钢可制作一般截面尺寸为8~15mm左右的小型弹簧如各种小尺寸扁、圆弹簧,底垫弹簧、弹簧发条。
弹簧淬火时常见的缺陷及防止措施: (1)脱碳(降低使用寿命)--1、采用盐浴炉或拄制气氛加热炉加热。2、采用快速加热工艺。 (2)淬火后硬度不足,非马氏体数量较多,心部出现铁素体(产生和残存变形,降低使用寿命)--1、选用淬透性较好的材料。2、改善淬火冷却剂的冷却能力。3、弹簧进入冷却剂的温度应控制在Ar3以上。4、适当提高淬火加热温度。 (3)过热(脆性增加)--1、严格控制成型及淬火加热温度。2、加强淬火时的金相检验。 (4)开裂(脆性增加,严重降低使用寿命)--1、控制淬火加热温度。2、淬火时冷到250-300C时,取出空冷。3、及时回火。
提高弹簧质量的措施: (1)形变热处理--将钢的变形强化与热处理强化两者结合起来,以进一步提高钢的强度和韧性。形变热处理有高、中、低温之分。高温形变热处理是在奥氏体状态下产生形变后立即淬火,也可与锻造或热轧结合起来,即热成型后立即淬火。形变热处理己应用于汽车板簧生产中。 (2)弹簧的等温淬火--对于直径较小或透透性足够的弹簧可采用等温淬火,它不仅能减少变形,而且还能提高强韧性,在等温淬火后*好再进行一次回火,可提高弹性极限,回火温度与等温淬火温度相同。 (3)弹簧的松弛处理--弹簧长时间在外力作用下工作,由于应力松弛的结果会产生微量的永久(塑性)变形,特别是高温工作的弹簧,在高温下应力松弛现象更为严重,使弹簧的精度降低,这对于一般精密弹簧是不允许的。因此,这类弹簧在淬火,回火后应进行松弛处理--对弹簧预先加载荷,使其变形量超过弹簧工作时可能产生的变形量。然后在高于工作温度20C的条件下加热,保温8-24h。 (4)低温碳氮共渗--采用回火与低温碳氮共渗(软氮化)相结合的工艺,能显著提高弹簧的疲劳寿命及耐蚀性,此工艺多用于卷簧。 (5)喷丸处理--划痕、折叠、氧化脱碳等表面缺陷往往会成为弹簧工作时应力集中的地方和疲劳断裂源。若用细小的钢丸高速喷打弹簧表面,不仅改善弹簧表面质量,提高表面强度,并使表面处于压应力状态,从而提高弹簧疲劳强度和使用寿命。
操作注意事项: (1)热处理前检查表面是否有脱碳、裂纹等缺陷。这些表面缺陷将严重地降低弹簧的疲劳极限。 (2)淬火加热应特别注意防止过热和脱碳,做好盐浴脱氧,控制炉气气氛,严格控制加热温度与时间。 (3)为减少变形,弹簧在加热时的装炉方式,夹具形式和冷却时淬入冷却方法。 (4)淬火后要尽快回火,加热要尽量均勺。回火后快冷能防止回火脆性和造成表面压应力,提高疲劳强度。
质量检查 热处理前: (1)钢材的轧制表面往往就是制成弹簧后的表面,故不应有裂纹、折叠、斑疤、发纹、气泡、夹层和压入的氧化皮等。 (2)表面脱碳会显著降什弹簧的疲劳强度,应按规定检验脱碳层的深度。 热处理后: (1)肉眼或低倍放大镜观察弹簧表的不应有裂纹、腐蚀麻点和严重的淬火变形。 (2)硬度及其均匀性符合规定。大量生产时,允许用锉刀抽检硬度,但必须注意锉痕位置应不影响弹簧的*后精度。 (3)金相组织应是托氏体或托氏体和索氏体的混合组织。 (4)板簧装配后,通常还要进行工作载荷下的永久变形以及静载挠度试验。 |
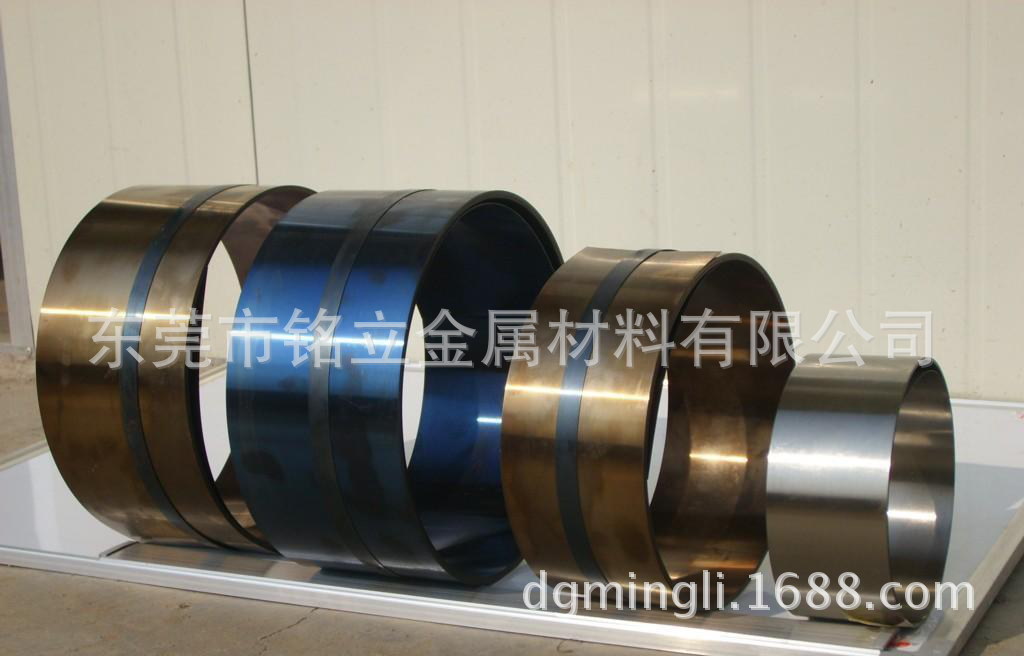
产品展示

买家须知
| 1 | 本价格为毛料每公斤价格,可根据客户的不同需要进行切割、分条、裁剪或订做尺寸。 | |||||||||||
| 2 | 可按客户要求尺寸开锯,按实际重量称重(光/精板理算计重)单件材料不足1KG,按1KG计算。 | |||||||||||
| 3 | 加工光板/精板计算方式:长+5MM*宽+5MM*厚+5MM*0.00000785(比重)。 | |||||||||||
| 4 | 加工费:光板每公斤1.5元基本(不足10公斤)件15元/件。精板每公斤2.0元基本(不足10公斤)件20元/件。 | |||||||||||
| 5 | 承接真空热处理(淬火)与深冷处理加工等。 | |||||||||||
| 6 | 毛料是指表面有氧化皮,四边为锯切(A3、45#为氧气割) | |||||||||||
| 7 | 光板是指铣床铣四边,磨床磨两平面,默认公差为正0.3mm至0.5mm | |||||||||||
| 8 | 精板是指四边精铣,磨床精磨两面,默认公差为正0.02mm至0.05mm | |||||||||||
| 9 | 建议买家提货时当面验货后完好再签收,如发现损坏且不能接受必须拒绝签收,并请马上打快递单左侧的电话联系处理,物流或快递 | |||||||||||
| 将赔偿相应损失。 | ||||||||||||
发票制度
| 1 | 如何获得发票 | |||||||||||
| (1)本司所售商品,100%全检形式,品质保证,发货默认不含任何单据。 | ||||||||||||
| (2)本司商品可提供发票,但发货时默认并不附带发票,买家如果需要发票,请提前说明,并在订单 | ||||||||||||
| 中留言发票抬头(付款方单位名称)。 | ||||||||||||
| (3)发票不含运费金额,需要开运费的提前和客服说明。 | ||||||||||||
| 2 | 开发票的注意事项 | |||||||||||
| (1)发票金额不能高于订单金额。 | ||||||||||||
| (2)如需开票(含17%增票、普通发票)(需加10%的税金),购前请提前说明哦,并提供开票资料 | ||||||||||||
| (包括:公司全称/税号/地址及电话/开户行及账号)。 | ||||||||||||
| (3)本店发票为统一机打发票,票据可做单位报销或单位发票抵扣之用。 | ||||||||||||
| (4)整单开票金额大于等于1千元提供开票服务,低于1千元的,可以累积一起,金额达到一千元以 | ||||||||||||
| 后可以提供发票服务,因为每张的发票也是需要成本的,如给您带来不便,敬请谅解! | ||||||||||||
定制流程

邮费及支付
| 1. | 拍前请先与我方联系确认现货情况,邮寄方式及邮费。支付后请给个消息以免耽误发货,谢谢大家! | |||||
| 2. | 到达时间因所选方式及所在的地区远近而定,一般平邮14天左右,快递2一5天。快递超过5天,平邮超过15天,请联系查询。 | |||||
| 3. | 支付方式:支付宝支付,公司账户,个人账户。苏州昆山本地或者老客户可以货到付款,月结的可以洽谈。来电详情定购!谢谢! | |||||
联系我们
| 联系人: | 郭生 | |||||||||||
| 手 机: | 18002818006 | |||||||||||
| Q Q: | 297770171 | |||||||||||
| 电 话: | 0769-33350908 | |||||||||||
| 邮 箱: | dgmingli88@163.com | |||||||||||
交易说明
担保交易
资金保障更安全,先款后货,买家支付后货款冻结,收货后货款打至卖家账户。
即时到账
先款后货,买家支付后货款即时到达卖家账户,卖家再发货。
重要提示
-
关于洽谈:
买家可以通过龙腾数科平台即时沟通工具“钢叮”与卖家咨询商品信息、交易信息等问题,如果达成购销需求请进一步协商付款截止时间、交易方式、物流等相关事宜。
-
关于订单:
买卖双方购销需求达成一致后,订单由买家创建并推送给卖家,买家请在约定的付款截止时间之前确认并付款,逾期系统将自动关闭订单。
-
关于付款:
龙腾数科平台使用浙江网商银行作为卖家收款账户行,买家自行选择支付方式(网银转账/柜台转账),付款到卖家的网商银行(联行号:323331000001)账户,网商银行对保证资金安全起到了至关重要的作用,也支撑了担保交易的使用。
-
关于物流:
龙腾数科平台提供物流小单快运服务,1吨起运、快速响应,更多特色物流服务敬请关注 56.wuage.com。
-
关于安全保障:
龙腾数科平台提供交易安全保障服务,如果订单自动打款时间即将结束时,买家仍未收到货,可以通过“订单锁定”暂停自动打款时间,保证买家在收到货物后再支付货款。 订单进行过程中,买家如遇到任何问题,客服人员会协助买家联系卖家协调处理,客服热线:4006007272。
正在加载数据...
暂时还没有人评价哦







